Condition:
New
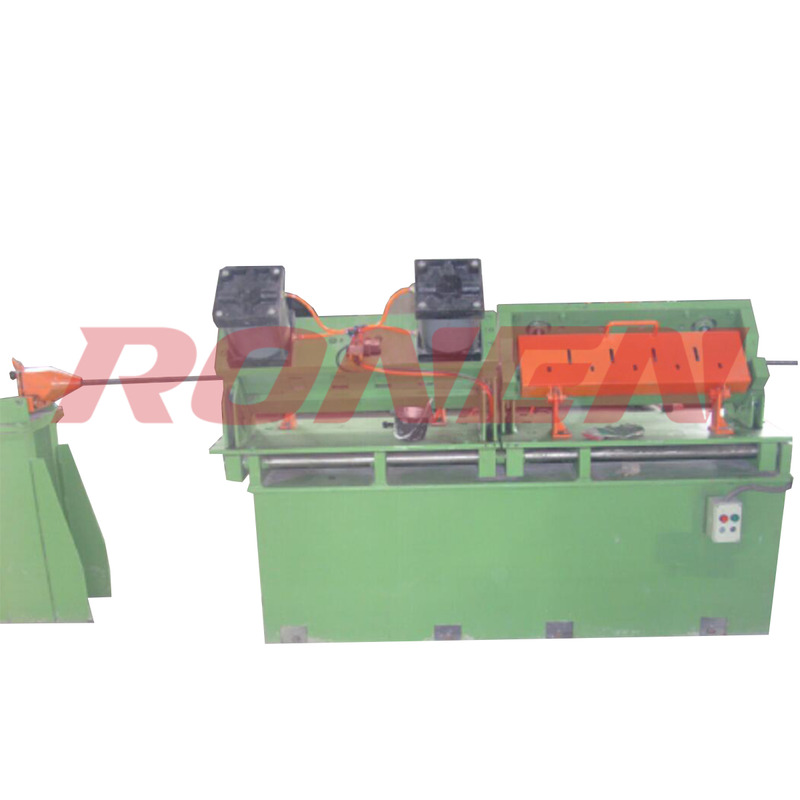
Machine Type:
Induction Heating Machine
Video outgoing-inspection:
Provided
Machinery Test Report:
Provided
Marketing Type:
New Product 2020
Warranty of core components:
2 years
Core Components:
PLC, Engine, Bearing, Gearbox, Motor, Pressure vessel, Gear, Pump, IGBT
Warranty:
1 Year
Key Selling Points:
High-accuracy
Applicable Industries:
Building Material Shops, Machinery Repair Shops, Manufacturing Plant, Construction works , Energy & Mining
Showroom Location:
Nigeria, Japan, Turkey, Philippines, Indonesia, Pakistan, India, Thailand
After-sales Service Provided:
Engineers available to service machinery overseas, Free spare parts, Online support, Field installation, commissioning and training, Field maintenance and repair service, Video technical support
Power:
10-10000kW
Frequency:
0.1kHz-20000kHz
Application:
annealing,quenching,melting,welding
Daimeter:
9.53
Material:
steel, stainless steel, aluminum, copper, titanium
Type:
Fully Automatic
Voltage:
three phase 220-660V, 50-60HZ
Usage:
Used to build buildings with large loads
Factory:
Yes
After Warranty Service:
Video technical support, Online support, Spare parts, Field maintenance and repair service
Local Service Location:
Japan, Ukraine, Nigeria, Turkey, United States, Philippines, Indonesia, Pakistan, India, Thailand

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!